0537-29-5974
0537-29-5974 0537-29-5930
0537-29-5930

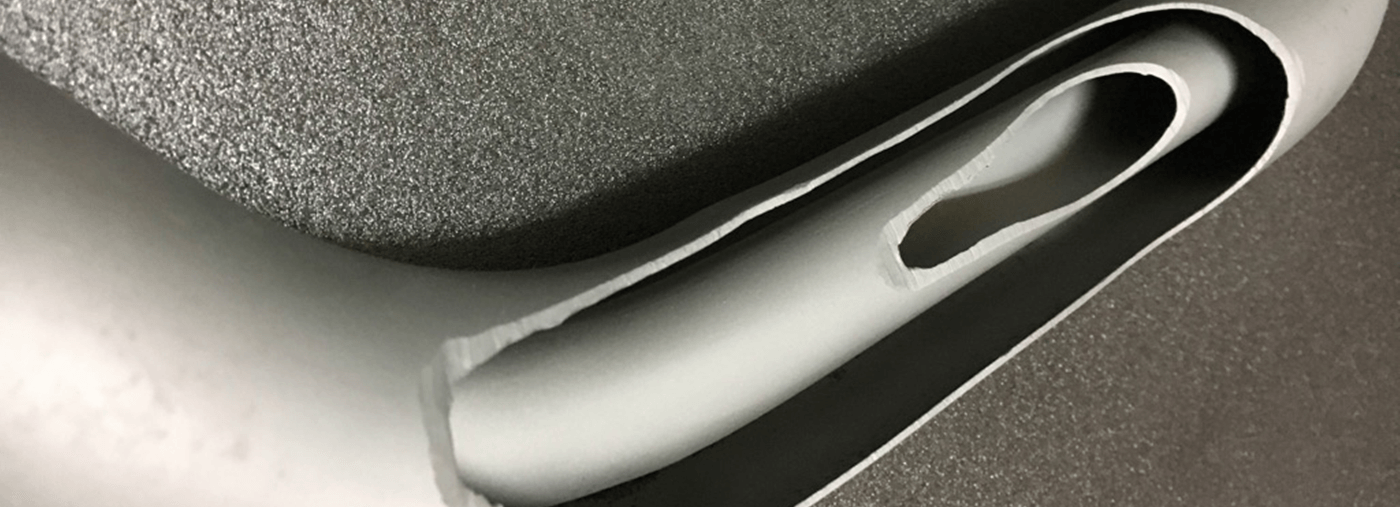
二重管曲げ加工とは
内管(インナーパイプ)と外管(アウターパイプ)の二重構造で構成されたパイプを一度の曲げ加工にて
同時に行う曲げ加工です。
・密着二重管:内管(インナーパイプ)と外管(アウターパイプ)の隙間がほぼ無い状態の二重管です。
曲げ部分のみ二重にすることで強度を上げ重量を減らすことが可能です。
・中空二重管:インナーパイプとアウターパイプの間に隙間を持たせることで空気の層を作ります。
これにより、断熱効果を持たせることが出来ます。
・ウール巻き二重管:中空二重管の空気層のかわりにウールを巻いた状態での二重管です。
空気より断熱・消音の効果があります。
二重管の利点
・インナーパイプ内を通る流体の熱をアウターパイプ表面に伝えにくい。
・インナーを耐食性の強いステンレス・アウターを鉄にしてメッキをかける等、
内側外側で異なる性質を持たせることが可能です。
二重管の用途
4輪車もしくは2輪車などの排気管や高温になるガスや液体などが流れる配管、熱交換器等で、
周辺部品への熱の影響を抑えたい箇所に使用しています。
自転車などのフレームで、強度を持たせたいが軽量化も図りたい部品に使用しています。
二重管の曲げ加工の方法
特に中空二重管ではインナーパイプとアウターパイプが触れないように距離を保つ必要があります。
弊社では、水を凍らせて氷をスペーサーとして曲げ加工を行う、冷凍二重管曲げと充填させた砂を
スペーサーとして曲げ加工を行う砂曲げを行ってます。
冷凍二重管については、水を媒体に使用することで中空部にウールが充填されたパイプの曲げも
行うことが可能です。
曲げ加工を行うにあたっては、それぞれの加工法に合わせた前加工の段取りと専用のツールを使用する
必要があります。

二重管のパイプ曲げに使用する設備
ベンダーは通常のパイプベンダー加工機で加工しています。専用の機構はもっていません。
・冷凍機・解凍機・乾燥機
・充填機・排出機
を別途使用します。

二重管のパイプ曲げ加工の注意点
・アウターパイプ・インナーパイプは、それぞれ曲げ型の恩恵を十分得ることができません
そのためシングル管に比べ扁平しており、シワ・座屈も起きやすいため管理を厳しくしています。
・アウターパイプとインナーパイプのパイプ径の差が大きいとその影響は顕著に表れます。
・アウターパイプとインナーパイプの材質が異なる場合はSB(スプリングバック)の影響で製品は
シングル管に比べより曲げ角度が浅くなります。
・インナーパイプは外観確認ができませんので条件出しの段階で切断し確認する必要があります。
二重管のパイプ曲げ加工事例
一部密着二重管(自転車メインフレーム)

冷凍二重管(二輪車マフラーJTパイプ)

パイプ曲げ加工 溶接組立.comにご相談ください。
当記事では、二重管パイプ曲げ加工、加工のポイントについてお伝えさせて頂きました。
当社では、パイプ曲げ加工だけでなく、溶接・組立まで一貫対応させて頂きます。
設計段階でのご提案も可能ですので、お気軽に当社に御相談ください。










レーザ加工機の優位性")




レーザ加工機を用いた加工事例!")