0537-29-5974
0537-29-5974 0537-29-5930
0537-29-5930


ステンレスにはいくつか種類があり”300系(オーステナイト系)や400系(フェライト系)”などと区分されています。それぞれ耐食性や加工性など特徴が違うのですが、中には溶接に向かないステンレスも存在します。
SUS304、特に磨き材はスパッタが付着しやすいです。特にアークスタート時に発生しやすいので注意です。
SUS304は歪みやすいので要注意が必要です。ちょっとの手直しでも結果が大きく変わってしまいます。
トーチと母材の距離が離れ過ぎてはいけません!ガスでしっかりシールド出来ていないとブローホールの原因になり、強度に影響がでます。溶接外観もよくありません。

ステンレスのパイプ溶接の種類
MAG・MIG・TIG(&TIGフィラー)が可能です。
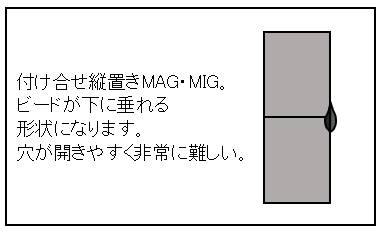
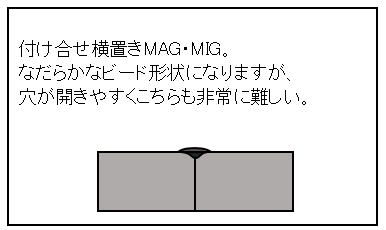
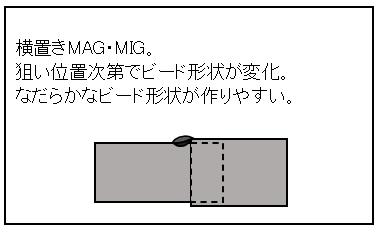
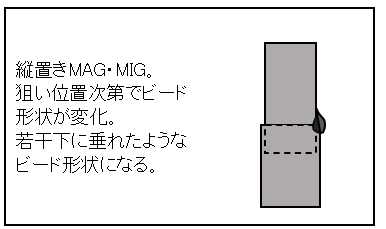
MAG・MIG共にパイプを縦置き・横置きにするかでビード形状や難易度が変わります。
パイプ同士の付け合せは穴が開きやすく難しいですが、はまり込んでいる様な場合には溶接がしやすくなります。TIGについてはMAGと逆になり付け合せがやり易く(面が出ている事が前提)はまり込む様な箇所は部品の精度次第で難易度が変わります。基本母材を溶かすので材料間に隙間があれば欠ける原因となり綺麗なビード確保は難しいでしょう。
TIG(Tungsten Inert Gas)溶接
タングステンと呼ばれる電極からアークを発生させ母材を溶かして溶接する方法です。
母材とタングステンの距離を一定にしながらトーチ操作が出来ないと綺麗なビードを成形しにくい溶接方法になります。
その為ある程度の技能を必要としますが、技能さえあればカナリ綺麗なビード外観を作る事が可能です。
また、イナートガス(不活性ガス)を使用するためシールド性が良好で綺麗で滑らかなビードを確保できます。ステンレス以外にもアルミ・チタンなどの溶接も可能です。
MAG(Metal Active Gas)溶接
アーク溶接の一種で混合ガス(活性ガス)を使用した方法をMAG溶接と呼んでいます。
CO2溶接に比べスパッタが少なく仕上がりが綺麗です。
溶かす板厚に対して電流と電圧の設定を調整する事を条件出しと呼びますが、
この条件次第でビード外観や製品の出来栄えが大きく変わってきます。
MIG(Metal Inert Gas)溶接
アーク溶接の一種でイナートガス(不活性ガス)を使用した方法をMIG溶接と呼びます。
ステンレスはもちろんですが、従来はTIG溶接のみでしか出来なかったアルミやチタンなどの金属も加工が可能です。
溶け込みについて
パイプ曲げ加工 溶接組立.comにご相談ください。
当記事では、ステンレスのパイプ溶接で注意すべきポイントをお伝えさせて頂きました。
当社では、パイプ曲げ加工だけでなく、溶接・組立まで一貫対応させて頂きます。設計段階でのご提案も可能ですので、お気軽に当社に御相談ください。










レーザ加工機の優位性")




レーザ加工機を用いた加工事例!")