0537-29-5974
0537-29-5974 0537-29-5930
0537-29-5930


・板巻きパイプって何?
板巻きパイプは、金属の板をパイプ形状に曲げて、その縁同士を溶接することでパイプにする技術です。
金属の板を必要な周長サイズにカットし、ローリングマシンという板金設備を使用して曲げます。
その後、縁部分を溶接してパイプが完成します。
パイプ直径は心金変更により様々なものが造れますが、長さは設備に依存するので、注意が必要です。
・板巻きパイプが使用される製品、用途
板巻パイプは、当社では次の用途に使用されています。
(エキゾーストパイプ、チャンバー、サイレンサー、ハニカム触媒の外筒など)
特に、規格にないサイズのパイプ部品製作やパンチング加工、刻印等の
プレス加工品をパイプ形状にする際に用いられます。
板巻パイプ 製造の流れ
1)材料の切り出し
まずは使用する金属板を適切なサイズにカットしてスケッチ材をつくります。
板の切り出しには様々な切断方法があり、当社ではシャーリング加工、金型によるブランク加工、レーザー加工があります。
2)板巻き加工
適切なサイズにカットしたスケッチ材は、ローリングマシンと呼ばれる専用設備にて加工します。
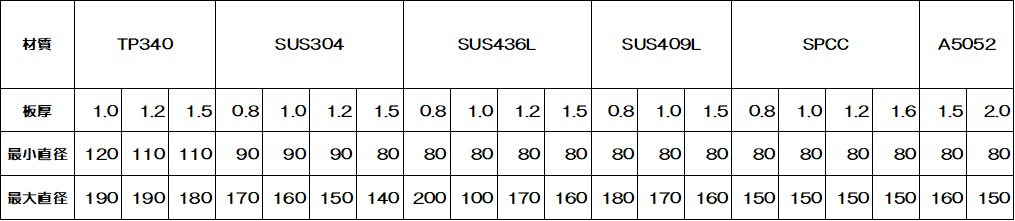
ロールと呼ばれている円筒形の芯金2本が上下に配置されており、回転する芯金と芯金の間に金属板を通すことでR形状に曲げることができます。当社では様々なローリングマシンを保有しており、円筒専用機では下記の範囲にある材質・板厚の加工が可能です。この他にもNC制御によって三角形などの異形形状に巻くことも可能です。
ローリングマシン写真


ローリング工程の写真(アナログ)



ローリング工程の写真(NC)



<動画で紹介!当社のNCローリング加工!>
ローリング加工範囲
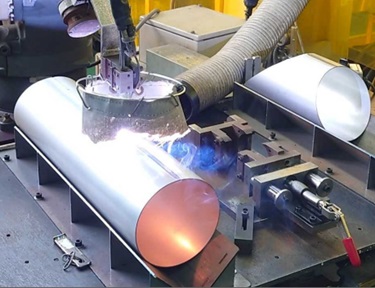
3)溶接
ローリングマシンで形成された筒は、その縁同士がくっつくようにクランプ治具を用いて固定します。
固定できたら、製品の用途に合わせて縁同士を突合せ溶接を行います。溶接方法としては、アーク溶接やレーザー溶接、シーム溶接など多岐にわたります。当社では主にアーク溶接(TIG)やレーザー溶接とロボットを組み合わせていつでも同じ品質で溶接できるようにしています。なお、溶接する際の注意点として突合せ溶接は完全溶け込み溶接が難しいケースが多く、板厚が大きくなるほどその傾向は顕著になります。そのため、場合によっては開先溶接といった接合面積を増やすような工夫も必要となってきます。

当社の板巻加工事例
 |
マフラーボディ 材質 アルミメッキ鋼板 板厚 t1.6 直径 130 長さ 150 用途 建設機械マフラー |
 |
バッフルパイプ 材質 アルミメッキ鋼板 板厚 t1.6 直径 65 長さ 300 用途 農業機械マフラー |
 |
マフラーボディ 材質 A5052 板厚 t2.0 直径 120 長さ 350 用途 オートバイマフラー |
パイプ曲げ加工 溶接組立.comにご相談ください。
当記事では、板巻きパイプについて ご紹介をお伝えさせて頂きました。
当社では、パイプ曲げ加工だけでなく、溶接・組立まで一貫対応させて頂きます。設計段階でのご提案も可能ですので、お気軽に当社に御相談ください。










レーザ加工機の優位性")




レーザ加工機を用いた加工事例!")