0537-29-5974
0537-29-5974 0537-29-5930
0537-29-5930

ファイバーレーザー溶接に適した材料
ステンレス・炭素鋼・アルミニウム合金・チタン合金など様々な溶接に適しています。
ステンレス
熱伝導率が比較的に低くレーザー光の吸収率が高いため適しています。さらにHAZ部が狭くすることが
出来るため変形・残留応力が抑えられます。
炭素鋼
入熱が少なく制御ができスパッタも削減できます。また適切な管理を行うことで精度の高い溶接が可能です。
アルミニウム合金
熱伝導率・反射率が高くTIG溶接では難易度が高い。ファイバーレーザーではエネルギー密度が高く短時間で
溶融ができるためポロシティ・クラックも抑制しやすい特徴があります。
ビード幅も極めて狭くすることが可能です。
チタン合金
酸化や気孔を防ぐための局所加熱、不活性ガスの保護が容易になります。高品質な溶接が可能です。
ファイバーレーザーが有効な理由
エネルギー密度: 短時間で金属を溶融させることが出来熱影響部が小さく歪変形を抑制できます。
高反射材:アルミ材などの高反射材もファイバーレーザーの波長帯では吸収率が高い
高速溶接:TIG溶接に比べ2~10倍のスピードで溶接ができ、量産コスト、時間の削減に有利になります。
高品質なビード:細いビードを再現性が高くでき技能に依存しにくい加工になります。
ファイバーレーザー溶接の不良について
割れ、アンダーカット、アンダーフィル、ブローホールなどの不良が発生することがあります。
様々な原因で不良は発生しますが適切な条件で溶接をおこなうことで防止できます。
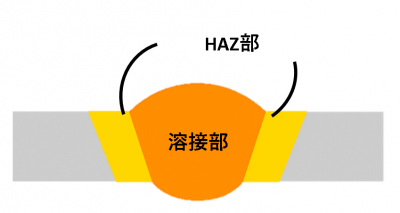
割れ
レーザー溶接では急熱、急冷がおこることで熱ひずみによりHAZ部で割れが発生します。
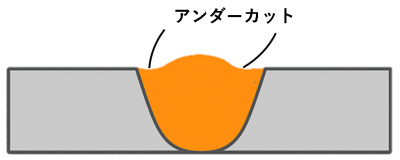
アンダーカット
溶接部の基材の表面に溝ができることで、通常の溶接ビードよりも溶接部の断面が深く、
幅が狭くなる現象です。
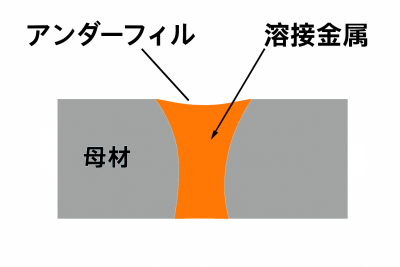
アンダーフィル
溶接ビードがへこんだ状態になり元の材料の板厚よりも薄くなる現象です。
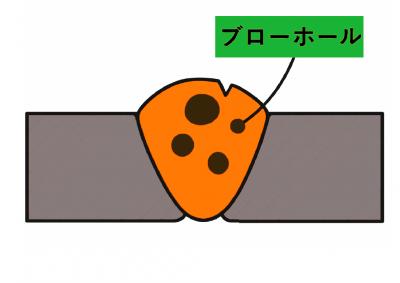
ブローホール
溶接部に小さな気泡や空洞が残る現象です。溶接金属が冷却・固化する過程で、
気体が溶接部内に閉じ込められ、空洞が形成されることで発生します。
パイプ曲げ加工 溶接組立.comにご相談ください。
当記事では、ファイバーレーザ溶接に適した材質とその理由とは?をお伝えさせて頂きました。
当社では、パイプ曲げ加工だけでなく、溶接・組立まで一貫対応させて頂きます。設計段階でのご提案も可能ですので、お気軽に当社に御相談ください。










レーザ加工機の優位性")




レーザ加工機を用いた加工事例!")