0537-29-5974
0537-29-5974 0537-29-5930
0537-29-5930


製品属性(仕様)
| 製品 分類 | 産業機械フレーム | 業界 | 輸送機器 |
|---|---|---|---|
| 素材 | A6000系 | サイズ | 1,000~1,999mm |
| 工程 | 溶接 | 精度 | ±0.5mm |
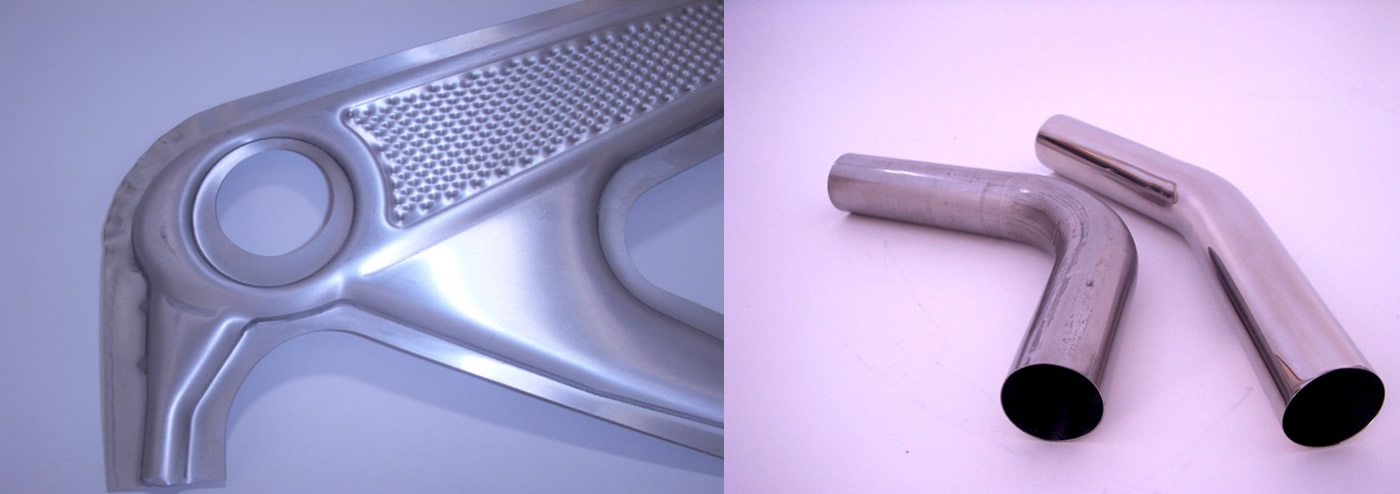
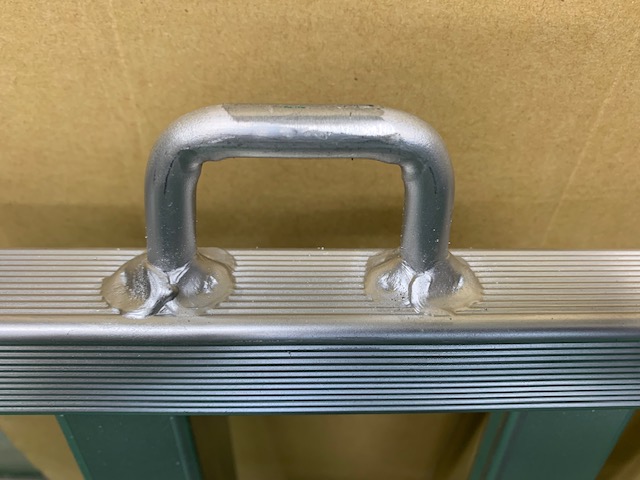
製品画像(様子)

|
|
特徴
今回紹介します製品事例はアルミフレームの溶接品です。
アルミフレームの溶接は、一見すると鉄の溶接と似ているように見えますが、
異なる難しさを持っています。アルミは空気に触れると酸化皮膜を形成します。
この酸化皮膜は非常に硬く、母材よりも高い融点を持っているため、そのままでは
うまく溶け合いません。見た目にはきれいでも、実際には溶着していない状態の可能性があります。
このため、溶接条件などの管理は重要になります。さらに、アルミは熱伝導率が非常に高いと
いう特徴があります。溶接時に加えた熱が一気に周囲へ逃げてしまうため、最初はなかなか
溶けません。しかし一度溶け始めると、今度は急激に広がり、コントロールが難しくなります。
この「溶けない→急に溶ける」という挙動が、作業をシビアにしている大きな要因です。
特にフレーム構造では、わずかな歪みが全体の精度に影響するため、溶接順序や固定方法を
慎重に考える必要があります。また、アルミフレームの溶接ではTIG溶接が主に用いられますが、
トーチ操作と溶加棒の供給を同時に行いながら、電流も調整する必要があり、安定したアークを
維持するには経験が求められます。さらにアルミは色の変化が乏しく、溶け具合が視覚的に
分かりにくいため、感覚に頼る部分も大きくなります。その結果、入熱が不足すれば溶け込み
不良になり、逆に入れすぎれば簡単に穴が開いてしまいます。このバランスを取ることが、
アルミ溶接の大きなポイントです。当社は多くの実績・ノウハウを活用し、お客様のご要望に
対して柔軟に対応することができ、VA/VE提案を含めた活動を積極的に実施させていただいて
おります。板金加工、パイプ加工でお困りのお客様がおられましたら当社にご相談下さい。
")